
18052662786 0523-88238777




一般情況下,電泳涂裝包括四個同時進行的過程: 1)電泳:在DC電場的作用下,正、負帶電膠體顆粒向負、正方向移動,又稱泳動。

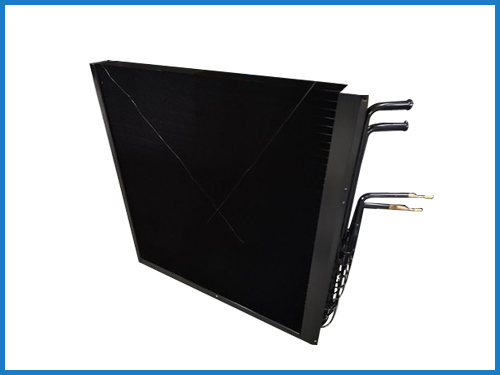
1)一般金屬表面的電泳涂裝,其工藝流程如下:預清洗→上線→除油→水洗→除銹→水洗→中和→水洗→磷化→水洗→鈍化→電泳涂裝→槽上清洗→超濾水洗→烘干→下線。 2)被涂層的基材和預處理對電泳涂層影響很大。鑄件一般用噴砂或噴丸除銹,工件表面的浮塵用棉紗清理,80#~120#砂紙清潔表面殘留的鋼丸等雜物。鋼表面采用除油除銹處理,當表面要求過高時,應進行磷化和鈍化處理。陽極電泳前需要對黑色金屬工件進行磷化處理,否則漆膜耐腐蝕性差。磷化時,一般采用鋅鹽磷化膜,厚度約為1~2μm,磷化膜結晶要求細而均勻。

(1)質量控制點和質量檢驗要求 在實施質量管理的過程中,我們不僅要注意每道工序的處理質量,還要注意每道工序中每個參數的細微變化,在萌芽狀態下清理瞬間突變造成的質量問題。總之,在實施質量控制的過程中,我們應該努力實現“微觀管理”。 (2)工件的原材料和外觀狀況。 電泳涂層的質量因工件原料而異。例如,鑄鐵件的電泳涂層的耐腐蝕性遠低于冷軋鋼板;對重油工件的外觀進行處理,否則直接在自動線上處理必然會形成磷化不良,導致電泳涂層質量差!

一、水痕 1、產生原因 ①電泳后沖洗后,涂層工件有積液。 ②純水沖洗不干凈。 ③干燥前,涂層工件有水洗液積累。 ④預干燥時間短或與干燥設備無關。

一、涂膜太薄 1、產生原因 ①槽液固體分偏低。 ②槽液助溶劑含量低。 ③槽液溫度低于工藝規定的范圍。 ④槽液的PH值過低。 ⑤槽液更新時間過長,槽液電導率低。 ⑥泳涂電壓低,泳涂時間不足。
1、產生原因 ①工件表面處理不好,磷化膜不均勻。 ②磷化后水質不好,水洗不充分。 ③預處理后被涂層工件二次污染。
1、產生的原因 ①槽液中雜質離子含量過高,施工電壓過高,電解反應加劇,涂層工件表面產生氣體。 ②槽液溫度低,或攪拌不足,助溶劑含量低。 ③電泳涂裝后,涂層工件出槽清洗不及時,濕膜再溶解。 ④工件帶電進槽,槽液面流量低,氣泡堆積,泡沫在涂層工件表面形成針孔。
中秋明月國慶光,佳節相連喜成雙,千家萬戶鞭炮響,處處歡歌處處祥,海闊天高魚鳥歡,家昌國旺人心暢,丹桂十月凝酒香,共賀祖國更富強。 天地共融,在這世界里,愿大家同慶,舉家歡慶的雙節里,中秋圓圓,國慶快樂,可別忘了還有我給你祝福哦。
1、產生原因 ①槽液顏基比不平衡,顏料含量低(先取槽液測量顏基比,排除其他因素,然后在電泳池中添加色漿,無其他問題。如果效果有所改善,請聯系供應商繼續添加計劃。) ②涂層工件前處理不良或清洗后,磷化膜上有油污、灰塵等。
1、產生原因 ①槽液顏基比過高。(先取槽液測量顏基比,排除其他因素,然后在沒有其他問題的情況下向電泳池補充乳液。如果效果有所改變,可以聯系供應商研究繼續補充方案。) ②進入電泳池的涂層工件和掛具不干凈。(可能的污染環節:1、預脫脂、脫脂、溫度過低或脫脂劑濃度過高,預脫脂、脫脂槽液污染嚴重,雜質含量過高。2.、磷化,磷化渣未及時清理。)

Copyright 2005-2016 泰州雙華機械配件有限公司 ALL Rights Reserved 蘇ICP備2022027989號-1 網站地圖 XML地圖

